はんだ付方法
はんだ付方法 1
- フローソルダリング
溶融したはんだを機械的に流動させ、その表面に、部品が搭載されたプリント配線板を接触させて、部品をプリント配線板に一括はんだ付する方法
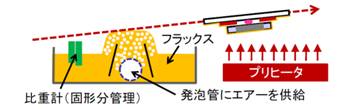
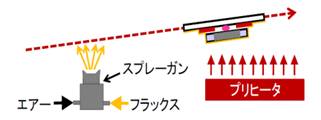
1. フラックス塗布(発泡式又はスプレー式フラクサ)
2. 予備加熱(プリヒータ)目的:溶剤分除去、熱衝撃緩和、酸化物除去
3. はんだ付(溶融はんだ表面を通過)
4. 冷却(空冷ファン)目的:熱劣化防止
5. 洗浄(必要に応じて) 目的:信頼性確保、外観 - フラックス塗布⇒予備加熱
- はんだ付⇒ 冷却
- リフローソルダリング
はんだ付部にあらかじめはんだをプリコートするか、ソルダペーストやプリフォームはんだを供給し、加熱によりこれを溶融させ、はんだ付する方法
<ソルダペーストの場合>
1. 印刷・塗布(印刷機・ディスペンサ)
2. 部品搭載(マウンタ)
3. 予備加熱(リフロー炉等)
4. 本加熱(リフロー炉等)
5. 冷却(リフロー炉等)
6. 洗浄(必要に応じて) - 印刷⇒部品搭載
・プリント配線板上にメタルマスク(目的とする供給形状の穴を有する金属板)をのせる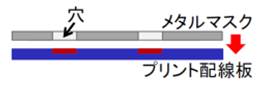
・ソルダペーストをのせ,スキージ(ゴムor金属とゴムの複合材)で印刷する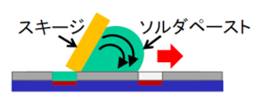
・メタルマスクをゆっくりと離す(印刷厚=メタルマスク厚)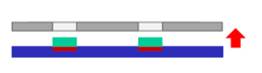
・部品を搭載する(粘着性で部品を仮固定)
- 予備加熱⇒本加熱⇒冷却
・リフロー炉(一括加熱方式)
熱源:熱風,赤外線,気化潜熱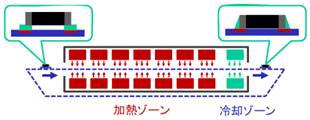
・その他の加熱方法例
レーザ,光ビーム(局所加熱方式)
ホットプレート(一括加熱方式) - リフロープロファイル
リフローの際の基板や部品の温度と時間との関係を示したもの
※ 雰囲気温度ではない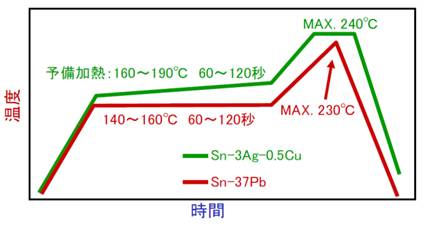
- こて付(マニュアルソルダリング)
・一般に、はんだこてとやに入りはんだを使用
・主に、フロー、リフローソルダリング後の補修・後付部品のはんだ付、端子のはんだ付等に用いる
・手作業以外に、ロボットもあり
<こて先温度例>
・プリント配線板・有鉛はんだ⇒ 300~350℃
・プリント配線板・鉛フリーはんだ⇒ 330~380℃
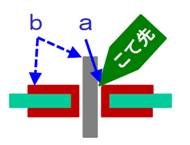
・構造物、端子⇒350~400℃以上 - こて付方法
1. こて先をリード線とランドに当て、やに入りはんだをaに少量供給する(=加熱効率アップ)
このとき、リードとランドを等しく加熱する
2. こて先から遠い位置bにはんだ供給し、リードとランドが最適加熱温度(=融点+40~50℃)になったら、やに入りはんだとこて先を引く
発砲塗布 ※ 課題:フラックス劣化(水分混入,酸化),要固形分管理
スプレー塗布 ※ フラックス劣化なし(現在の主流)
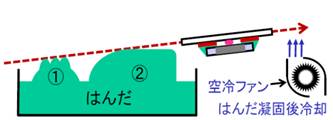
ダブルウェーブはんだ槽(現在の主流)
上図1にてチップ部品等の影部分にはんだをいきわたらせ
上図2にて目的のフィレット形状とする
※ はんだ槽融解時の注意点
ヒータ回りで先に溶融したはんだが飛び出す可能性あり
※ はんだが融解するまではんだ覆いをする

はんだ付方法 2
はんだ付方法 3
※ ただし、通常はこて先を当て、aに供給のみ
next 要求特性について